智能工厂信息化架构与MES系统整体规划——信息系统集成服务蓝图

随着工业4.0与智能制造浪潮的推进,构建高效、协同、智能的生产管理体系成为制造业转型升级的核心。智能工厂的信息化架构及制造执行系统(MES)的整体规划,是实现这一目标的关键路径。本文将系统阐述智能工厂信息化架构的层次模型,并重点规划MES系统的核心功能、集成策略与实施路径,旨在为企业提供一套完整的信息系统集成服务框架。
一、智能工厂信息化总体架构:多层次协同体系
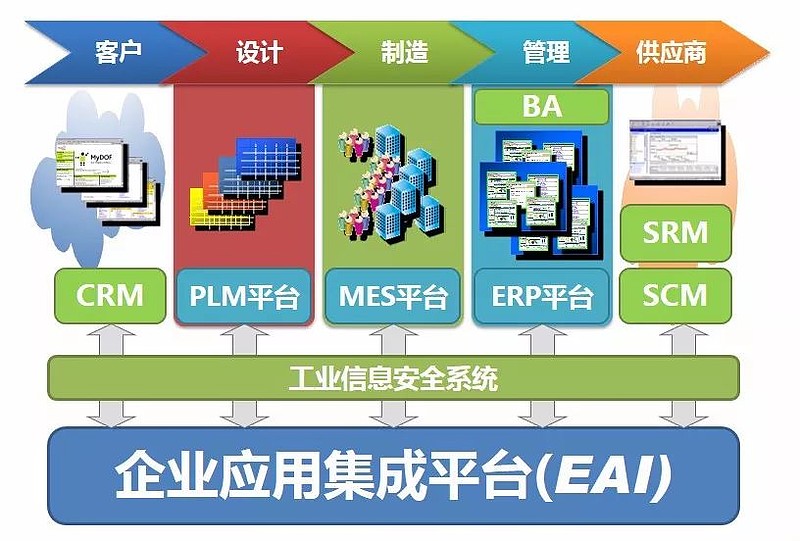
智能工厂的信息化架构通常采用分层设计理念,以实现数据流、控制流与业务流的高效融合。典型架构自上而下包括:
1. 企业资源规划层(ERP):负责战略决策、财务、供应链、客户关系等企业级资源管理。
2. 制造运营管理层(MOM)/制造执行系统层(MES):作为承上启下的核心枢纽,负责车间级的生产调度、过程管理、质量控管、物料追踪与绩效分析。
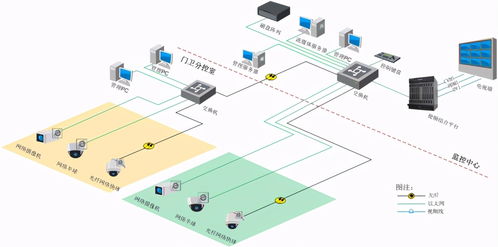
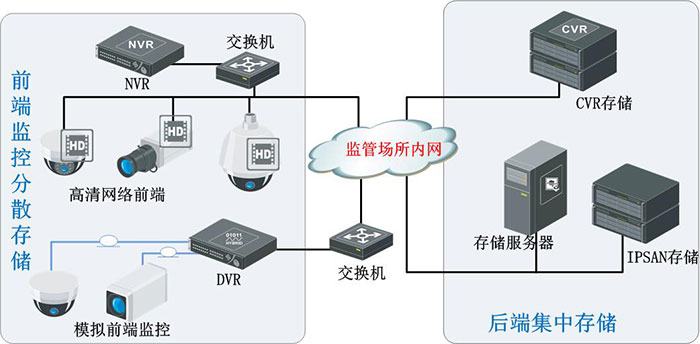
3. 过程控制层(PCS):包括可编程逻辑控制器(PLC)、数据采集与监控系统(SCADA)、分布式控制系统(DCS)等,负责对生产设备与流程进行实时监控与自动化控制。
4. 设备层:由生产线上的各类智能设备、传感器、机器人、AGV等构成,是物理数据的源头。
各层之间通过标准化的接口(如API、OPC UA)与工业以太网等技术进行纵向集成,确保信息从设备到管理层的无缝贯通与双向交互。
二、MES系统核心功能规划:驱动车间透明化与智能化
MES系统是连接计划与执行的“大脑”,其整体规划应围绕以下核心模块展开:
- 生产调度与排程:依据ERP的生产计划,结合设备、人员、物料等实时状态,进行精细化排产与动态调整。
- 工艺与文档管理:集中管理产品工艺流程、作业指导书、图纸等,确保生产操作的标准化与可追溯性。
- 生产执行与追踪:通过工单管理、条码/RFID技术,实现从原料到成品的全流程数据采集与正向/反向追溯。
- 质量管理:集成质量检验标准(SPC),实现过程质量数据的实时采集、分析与预警,支持不合格品处理与质量追溯。
- 物料与仓库管理:监控物料消耗、在制品库存,指导精准配送,实现物料流与信息流的同步。
- 设备与维护管理:监控设备运行状态、绩效(OEE),规划预防性维护,减少非计划停机。
- 人员绩效管理:关联生产任务与操作人员,跟踪工时与效率,为绩效评估提供数据支持。
- 数据分析与看板:通过可视化看板与报表,实时呈现生产进度、质量、设备效率等关键绩效指标(KPI),支持管理决策。
三、信息系统集成服务规划:实现数据驱动的一体化运营
成功的智能工厂建设依赖于无缝的系统集成。集成服务规划需重点关注:
- 纵向集成(垂直集成):
- MES与ERP集成:实现工单、物料需求、完工入库、成本等数据的双向同步,打破计划与执行间的信息孤岛。
- MES与控制系统/设备集成:通过标准协议实时获取生产数据、设备状态,并下达控制指令,实现“IT与OT融合”。
- 横向集成(水平集成):
- 推动MES与产品生命周期管理(PLM)、仓库管理系统(WMS)、实验室信息管理系统(LIMS)、能源管理系统(EMS)等周边系统的集成,实现产品设计、物流、质量、能源等业务的协同。
- 技术平台与数据治理:
- 建议采用基于微服务、云原生(公有云/私有云/混合云)的灵活架构,以支持快速迭代与扩展。
- 建立统一的数据平台或数据中台,对全厂数据进行标准化、清洗、建模与管理,为高级分析与人工智能应用奠定基础。
- 确保网络与信息安全,遵循等保、工控安全相关规范。
四、实施路径与演进策略
整体规划应分阶段、有重点地落地:
- 第一阶段:基础建设与试点:完成网络、物联网等基础设施部署,选择关键产线或车间试点MES核心模块(如生产追踪、数据采集),实现透明化。
- 第二阶段:推广集成与深化:将成功经验推广至全厂,完成MES与ERP、PLC等系统的深度集成,并扩展质量管理、设备管理等模块。
- 第三阶段:优化与智能化:基于积累的数据,引入大数据分析与人工智能技术,实现预测性维护、智能排产、工艺参数优化等高级应用,迈向智能化决策。
智能工厂信息化架构与MES系统的整体规划,是一项系统性工程。它并非单纯的技术导入,而是涉及业务流程重组、组织协同与数据文化建设的综合变革。通过科学规划、分步实施、持续优化的信息系统集成服务,企业能够构建起一个高效、柔性、透明的数字化生产运营体系,从而在激烈的市场竞争中赢得核心优势。
如若转载,请注明出处:http://www.huko085.com/product/10.html
更新时间:2026-06-19 07:28:57